
Ekipman Kalite ak Pwosesis Kontwòl Kalite
Tout tiyo yo egzekite pa bon sistèm kontwòl kalite, zouti enspeksyon serye ak travayè QC byen antrene, ARAN kenbe bon jan kalite a kòm pi gwo enpòtans pou kliyan nou an.
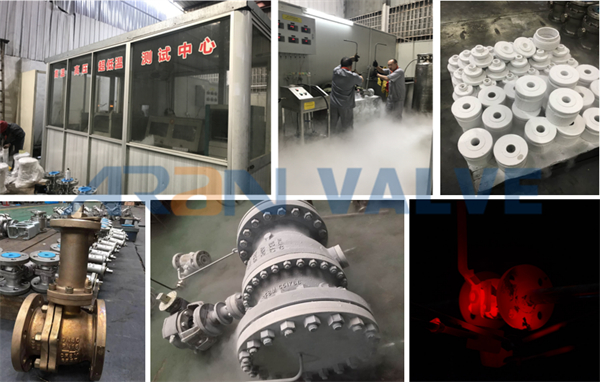
ARAN gen pwòp depatman tès nan kay la ak tou yon twazyèm pati laboratwa otorize pou kontwòl kalite espesyal, tout enspeksyon ak tès yo fèt pa bagay ki kalifye ak ki gen eksperyans.
Enstalasyon ekipman kontwòl kalite nan kay la, ki se pou tès enpak, tès dite, tès tensile, konpozisyon chimik ak laboratwa pwopriyete mekanik elatriye.
Sou lòd laPlan Kontwòl Kalite (QCP) ak Enspeksyon akEnspeksyonYo ka bay Plan Tès (ITP) pou apwobasyon Kliyan an anvan pwodiksyon an.
1. Valv kontwòl materyèl bwit: vizyèl ak dimansyon enspeksyon, PMI, epesè miray, tès enpak si pa demann, NDE tankou PT, UT, MT, RT.
2. Valv eleman machin pwosesis enspeksyon: chèk dimansyon, sifas usinage ak pati materyèl tcheke, demann espesyal tankou tès NDE pa demann lòd.
3. Valv asanble ak pèfòmans enspeksyon: Chak moso nan valv la anba tès idwolik ak lè pèfòmans enspeksyon an dapre demann estanda lòd, demann espesyal tankou tès PAT pa demann lòd.
4. Valv Penti, pake ak livrezon.Demann espesyal tankou enspeksyon twazyèm pati pa demann lòd.
Jeneral Kalite Kontwòl Pwosesis
Valv kontwòl matyè premyè: enspeksyon vizyèl ak dimansyon, chèk materyèl, PMI, epesè mi, tès enpak si pa demann, NDE.



Konpozan valv machin pwosesis enspeksyon: chèk dimansyon, sifas machin ak chèk materyèl pati, demann espesyal tankou tès NDE pa demann lòd.


Valv asanble ak pèfòmans enspeksyon: Chak moso nan valv la anba tès idwolik ak lè pèfòmans enspeksyon an dapre demann estanda lòd.



Valv Penti, pake ak livrezon.



Espesyal Kalite Contorl Demann
Rapò tès materyèl nan laboratwa twazyèm pati
- Tès mekanik ak enpak
- Tcheke analiz chimik
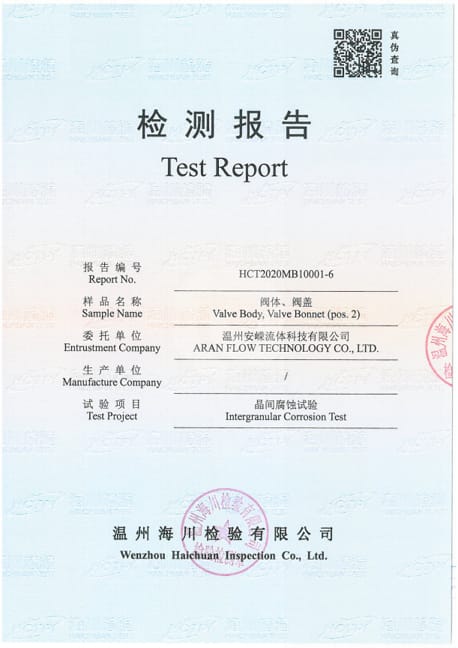
- Tès korozyon
- chèk ferit
- Tès fann ki endui idwojèn (HIC)
- Sulfid estrès korozyon krak tès
Tès ki pa destriktif (NDE, NDT)
Pèfòmans nan VT, PMI, UT, PT ka fè nan kay ak twazyèm pati fè UT, PT, MT, RT ak dite, epi li gen ladan nivo kalifikasyon bagay ki tout pral fè acc.a bezwen lòd kliyan yo.
- VT (Tès vizyèl)
- PMI (Idantifikasyon materyèl pozitif)
- UT (tès à)
- PT (tès pénétrant)
- MT (tès patikil mayetik)
- RT (tès X-Ray)
- Tès dite




Presyon & Tès fonksyonèl
Estanda tès tankou API 598, API 6D, ISO 5208, EN12266-1, GOST 9544 elatriye.
- Tès Fonksyonèl / Tès valè koupl
- Tès idwolik / tès lè
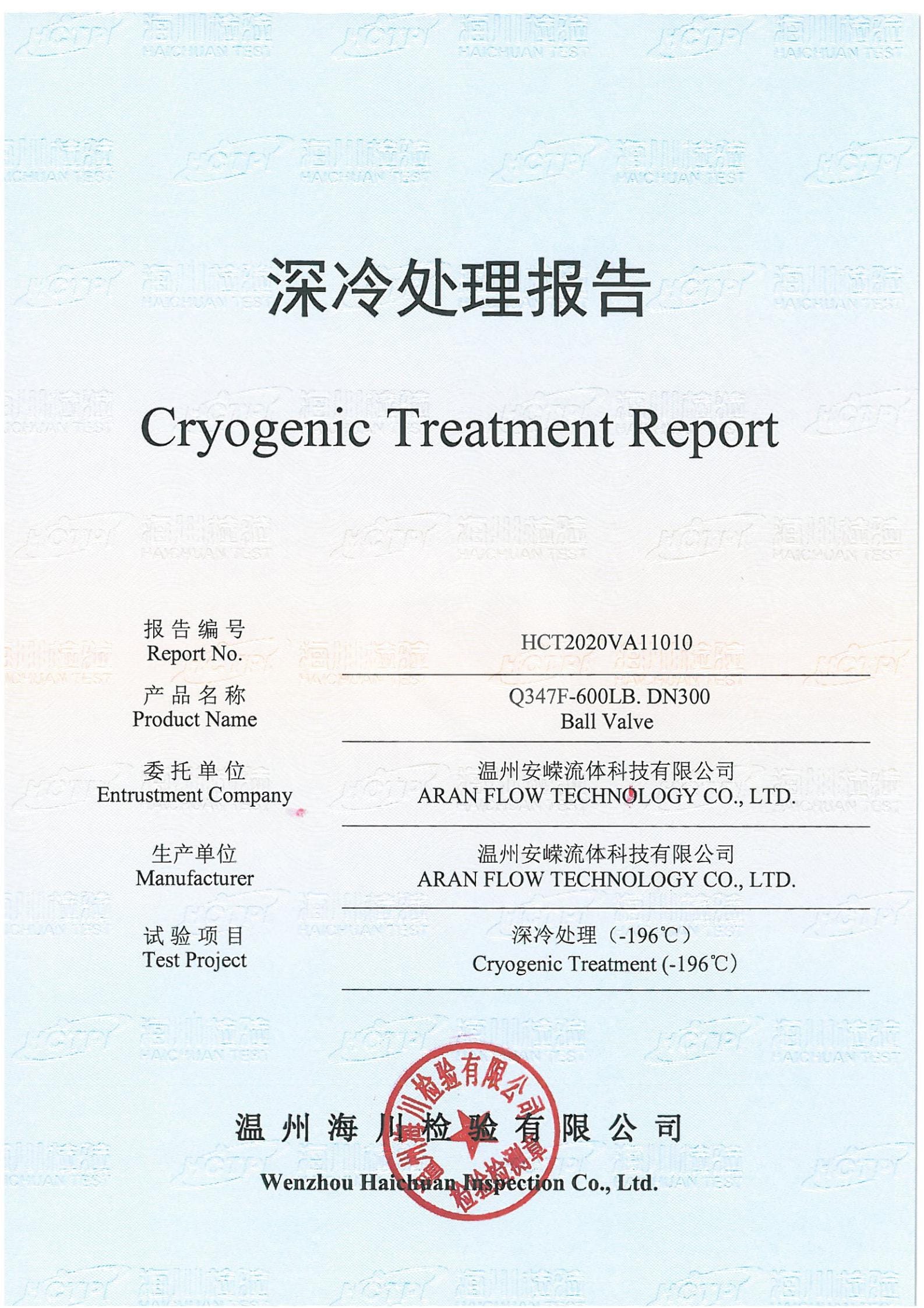
- Tès gaz kriyojenik Elyòm tanperati ki ba -196 °C
- Tès tanperati ki wo 600 ° C
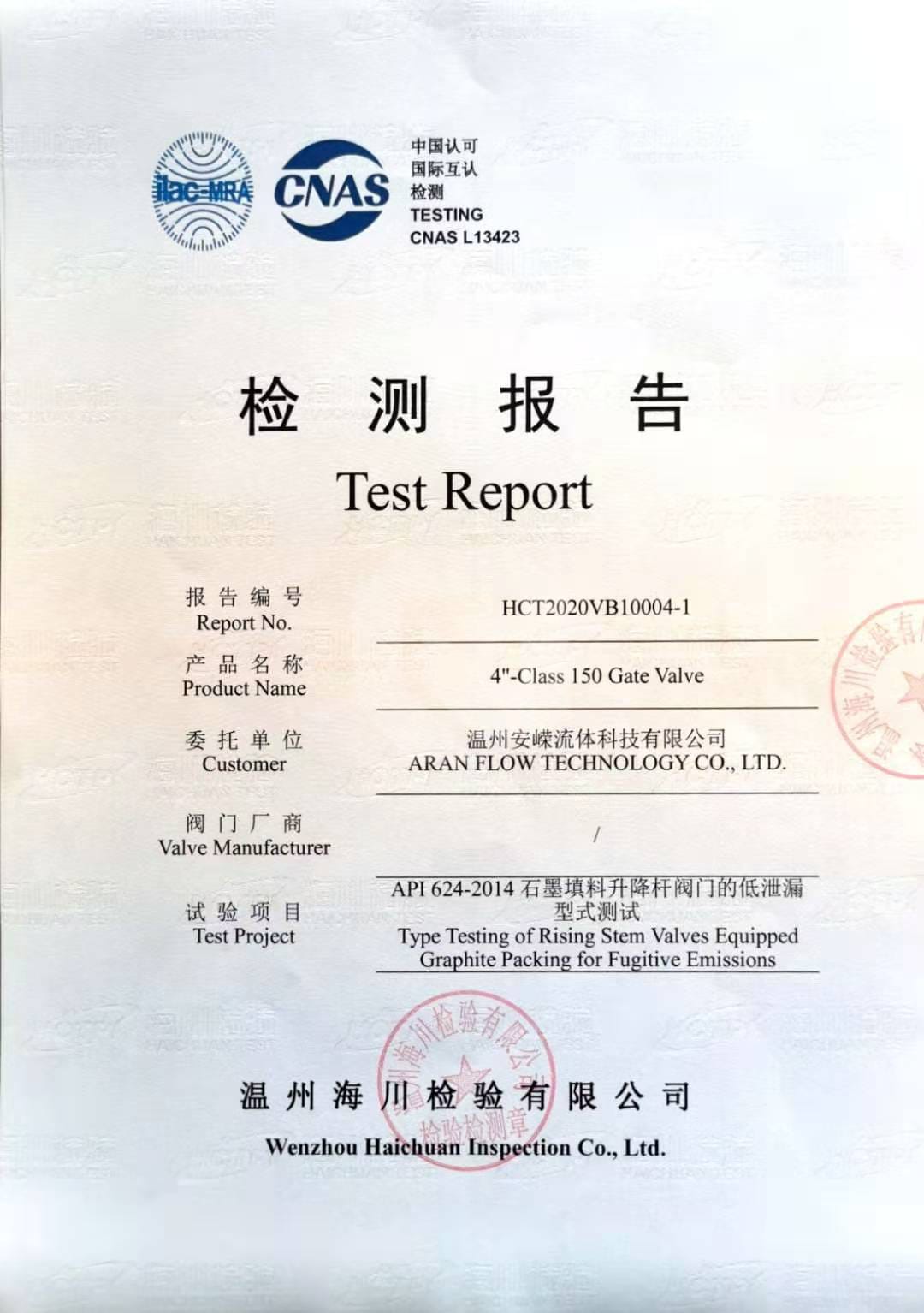
- Tès Emisyon Fujitif 15848-1 oswa 15848-2
- Tès san danje pou dife
- Tès FAT (tès akseptasyon faktori)
- Tès PAT (tès akseptasyon pwodwi)
Tès tanperati ki ba: enstalasyon laboratwa tanperati ki ba ak wo pou fè tès tanperati ki ba oswa segondè an akò ak kondisyon lòd.Tès la ekspoze valv la nan yon tès tanperati ki ba Tès kriyojenik -196 ℃ oswa tanperati ki wo -538 ℃